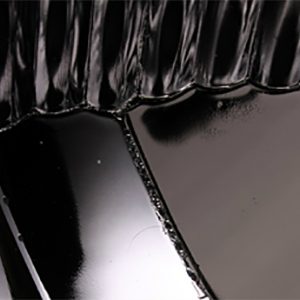
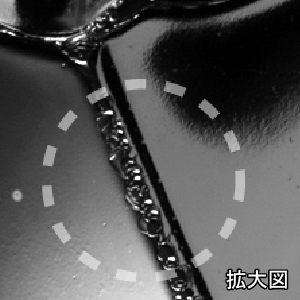
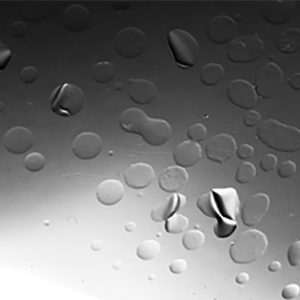
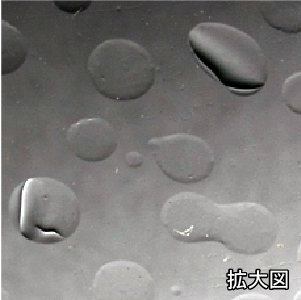
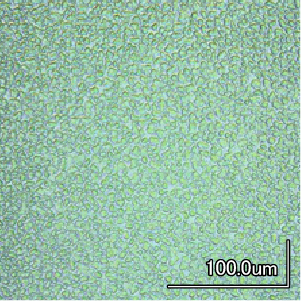
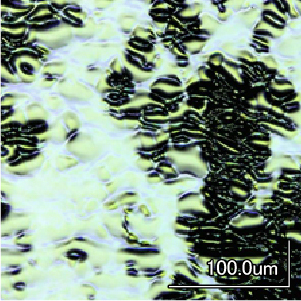
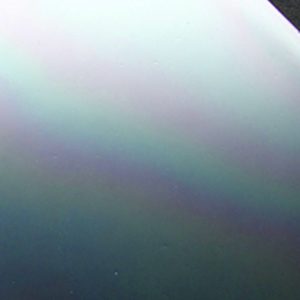
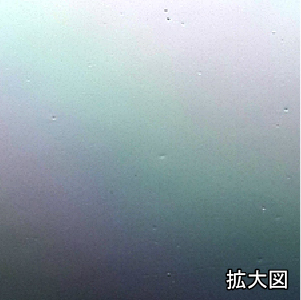
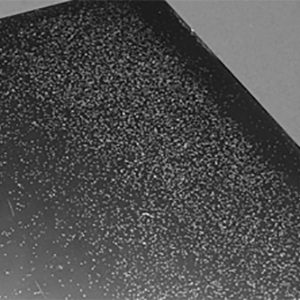
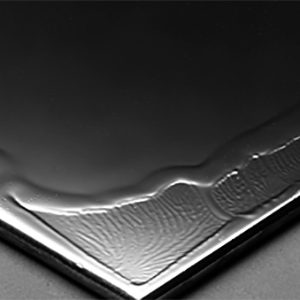
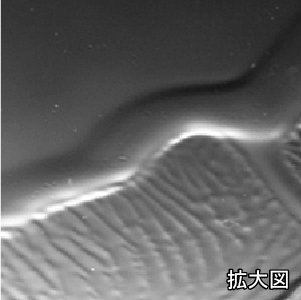
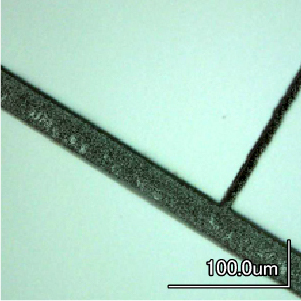
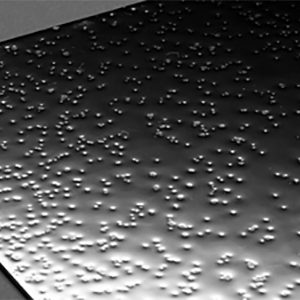
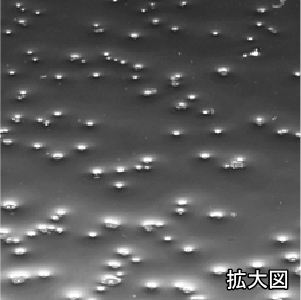
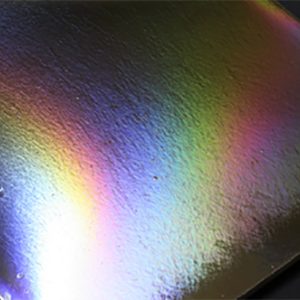
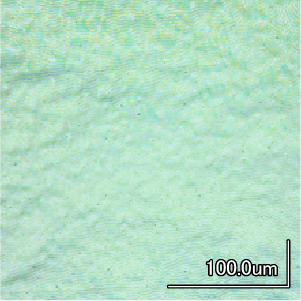
主な現象例の原因と対策 あらゆる現象を、私たちが解決致します。 現象例1:タマリワレCrack in areas where the paint collects 原因 UV硬化型塗料で、塗膜の端部やワークのカット部、コーナー部などに見られる現象。塗装膜が極端に厚膜であるか予備乾燥不足のため、溶剤が揮発しきれず塗膜中に余罪が残留した状態のままUV硬化。経時で溶剤が塗膜中から揮発しようとして、塗膜の内部応力によってクラック・ワレが発生すると考えられております。 対策 ●UV硬化前の予備乾燥を十分に行い(温度を上げるか、時間を長く)残留溶剤の無い状態でUV照射を行う。 ●溜まったことによる現象の場合は、塗料溶剤等の調整で形状物でも塗膜が端やコーナー部に溜まらないような設計に変更する。 ●膜厚をできるだけ薄めに塗装する。 現象例2:フクレSwelling 原因 塗膜の一部が素材または蒸着メッキ層から剥離し、浮腫が発生する現象。素材・塗膜または塗膜・蒸着メッキ層の付着力よりも、素材・塗膜から発生したガス等の膨張力が大きい場合に付着力の弱い部分に発生します。 対策 ●ベイキング(空焼き):素材にあらかじめ熱をかけ、塗装前に素材中のガス等を抜いてしまう。 ●フレーム処理:塗装の前処理として素材を炎で炙り、付着性を向上させる。 現象例3:漏光UV leak out and exposes 原因 UVランプ手前で非常に弱いUVが当たり、塗膜表面のみがUV硬化。これにより、表面硬化性と内部硬化性のバランスが崩れ、チヂミや密着不良などの障害が出る現象。 対策 ●被塗物がUVランプ直前まで露光しないようにシャッターを付けるなど、UV設備を工夫する。 現象例4:未硬化Polymerism is insufficient 原因 塗膜の硬化が不十分な状態で蒸着するため、塗膜がシワ状に動いてしまうために起こる現象です。蒸着すると艶が白く見え、虹模様になる場合があります。 対策 ●熱乾燥塗料では、硬化温度・硬化時間を十分にとる。 ●UV硬化塗料では、UV照射量を十分にとる。 現象例5:カブリBlushing 原因 塗装コーティング中や直後に塗装表面が乳白色や曇りを生じて乾燥後の塗膜が白くなり、光沢が無くなる現象。高温高湿時の塗装で空気中の水分が塗装に混入した場合や、結露が生じて塗膜に水分が混入した場合などに発生します。 対策 ●蒸発速度の遅い溶剤を配合する。 ●塗装環境および乾燥炉内の通風を良くし、湿気を追い出す。 ●素材(生地)を塗装前に十分乾燥して結露を防ぐ。 現象例6:オカサレSolvent attack 原因 塗料溶剤の悪影響で、素材が溶ける、もしくは膨潤・軟化を起こし、塗膜表面に光沢ムラ、微細な割れが生じる現象。各素材(非結晶性プラスチック:ポリエチレン、ABS、ポリカネートなど)への塗料溶剤の選択性が悪い場合に起こりやすく、成型品のゲート付近・偏肉部・ウェルド付近などに発生しやすい現象です。 対策 ●塗装前に各素材の溶剤選択性データを確認し、素材にあった塗料を選定する。 ●塗装距離を多くとり、できるだけ素材に溶剤が残らないよう工夫することで程度は軽くなる。 ●塗装膜厚を薄くすることや乾燥温度を下げることで軽減される場合 (解決にはならない)がある。 現象例7:干渉膜Interference patterns in the film 原因 蒸着用トップコートの塗膜に虹色の縞模様が発生する現象。塗膜が薄いと光の波長の干渉が限られた色でしか発生しないため、特定の色が見えます。逆に塗膜が厚いと干渉が多く発生し、様々な色が見えます。多くの色が混ざり合うと光の場合、透明になることから、塗膜が厚くなると干渉膜の発生を抑制できます。 対策 ●膜厚を厚くする。 現象例8:ササレFine splitting 原因 トップコートの希釈溶剤を通過してアンダーコート膜が膨張して、正常な反斜面が得られない現象。トップコート溶剤成分の溶解性が高い、アンダーコート膜の耐溶剤性が悪い、アンダーコートの硬化不足、蒸着膜厚が薄い、などの場合に発生します。 対策 ●トップコート溶剤成分の溶解性が低いものを選定。 ●アンダーコート膜に耐溶剤性の良いものに選定。 ●アンダーコート硬化条件の見直しを行う。 ●蒸着膜をできるだけ厚膜にする。 現象例9:ヒケMissing coating 原因 塗装直後の急激な乾燥により、乾燥バランスが崩れてしまい、塗装が塗られていない部分が出る現象。塗膜が厚い、推奨セッティング時間より短い、推奨シンナー以外の使用などが原因と考えられます。 対策 ●塗膜後、推奨するセッティング時間を置く。 ●推奨するシンナーでの希釈を行う。 現象例10:クラックCracking 原因 塗膜に裂け目のできる現象。塗膜に内部応力が疑集力を超えた時、または素材の収縮によって塗膜に歪みが生じた時に発生します。一般的に温度変化や再塗装などの原因が挙げられます。 対策 ●アニール処理(ベーキング処理) ●フレーム処理・低温乾燥 ●素材・用途にあった塗料の再選択 ●素材にあった溶剤の変更 現象例11:ハジキCissing Fish eyes 原因 塗料が被塗物に大して塗れ広がらず、塗膜表面に点状の不連続部分(へこみ模様や大きな穴)が表れ、未塗装面が生じる現象。水分・ゴミ・油脂類が被塗物、または塗膜に付着することなどにより発生します。 対策 ●生地に水・油跡が無いようにシンナーなどで脱脂する。 ●圧縮空気に水・油が混入しないようにする。 ●環境を見直し、他の塗料ミストがかからないようにする。 現象例12:虹Rainbows 原因 アンダー処理を行い蒸着した後に、加熱条件下におかれると発生する蒸着塗膜特有の現象。アンダーコートの硬化不足や要求条件(耐熱仕様)に耐えない塗料を使用した場合に発生します。 対策 ●硬化条件を見直す ●製品の耐熱仕様を確認し、それに見合った塗料を使用する。 現象例13:ユズ肌Orange peel 原因 塗膜仕上げ面が、ゆずの皮脂のようなでこぼこ状になる現象。 吹き付け塗装時に塗料の流動性の不足によって発生します。 対策 ●蒸発の遅い溶剤を添加する。または蒸発の遅い塗装設計にする。 ●セッティング時間を長くとる。 ●吹き付け距離を短くする。 さらに詳しく知りたい方は、こちらからお問い合わせください。 お問い合わせはこちら
お客様からのご相談解決事例 ヒアリングから調査・分析・解決へ CASE 1 ご相談内容 得意先のライン条件に合わせると塗膜が白く曇ってしまいます。 得意先のラインは、当社の推奨条件と合っていないため不具合となってしまうと相談がありました。 解決内容 塗膜の硬化スピードをライン条件に合わせる改良を行い曇りの改善ができました。 CASE 2 ご相談内容 従来の塗料だと基材の表面を隠せずに凸状のものが見えてしまったと相談がありました。 解決内容 塗膜の隠蔽性を高め、作業性を向上させることにより問題解決しました。 CASE 3 ご相談内容 基材が数種類あり、塗料も2種類使用していたが、塗料段替えが発生し作業ロスとなってしまうと相談がありました。 解決内容 数種類の基材を1種類で対応できる共通塗料を開発し作業ロスの低減となりました。 CASE 4 ご相談内容 製品の袋詰め時に傷がついてしまうと相談がありました。 解決内容 蒸着上のトップコートを改良し傷つきにくくなりました。





 メールでのお問い合わせ
メールでのお問い合わせ